三角帶、同步帶、輕型輸送帶、平皮帶、多楔帶
無級變速帶、PU圓帶、聚氨酯同步帶、電纜牽引平皮帶!
無級變速帶、PU圓帶、聚氨酯同步帶、電纜牽引平皮帶!
服務熱線
023-8613-9088
152-2337-0601

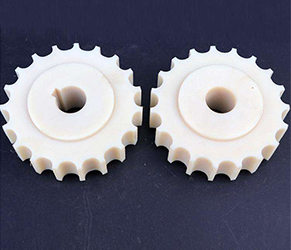
不知大家是否有留意到,不銹鋼輸送鏈板在使用一段時間后,其表面上會留有疤痕。究竟不銹鋼輸送鏈板表面疤痕這樣的缺陷是怎么產生的?具體與哪些因素有關?
一般情況下,我們所見到的聚氨酯同步帶疤痕通常分布在輸送鏈板表面,在一定范圍內約500mm板頭和尾的距離,形成一個或多個顏色,形狀不規則的坑。而且其實不同材質的輸送鏈板其發生疤痕的概率也是有區別的,但不管怎樣,這都會嚴重影響鏈板的外觀和正常使用。其中鑄坯切割毛刺未能徹底去除才是主要原因,這方面的工作有專門的去毛刺機完成,但也會有疏忽的時候。一旦毛刺清洗不干凈,然后在軋制過程中造成的危害就是不銹鋼輸送鏈板表面疤痕的形成。
聚氨酯同步帶表示切割過程中,板坯頭尾返渣也是一種不良現象,鋼渣嚴重時可形成致密牢固地附著在空白區域表。而形成鋼渣與低壓氧氣純度的提高,不合適的或波動的切削壽命等都有關系。在軋制不銹鋼輸送鏈板的時候,如果軋輥控制不好,造成輸送鏈板頭和尾側影響軋機側導板,就會在框架的影響下濺入不銹鋼輸送鏈板表面,從而形成疤痕。

一般認為鑄坯切割毛刺未能及時有效去除是造成輸送鏈板結疤的主要原因。鑄機均在鑄坯二切割后配備有紡錘式去毛刺機鋼板,依靠光電管檢測鑄坯位置,自動控制毛刺機的升降,靠錘刀轉動去除鑄坯下表頭尾部的毛刺。毛刺清除不干凈,會在隨后軋制過程中,給鋼板帶來危害,造成結疤。
分析造成鑄坯上表積渣增多的原因有:氧氣純度低,使用壓力不合適或波動大;割嘴壽命后期,擴徑;不同鋼種或斷面鋼板,切割車走行速度設置不合適,而惡化了切割效果。
切割過程中鋼板,鑄坯上表頭尾部存在返渣積瘤現象鋼板,嚴重的會形成一個致密的渣鋼長條牢牢的附著在鑄坯的上表割縫處。渣鋼是由于鑄坯在切割過程中,割縫處的流動金屬沒能及時吹走,而是沿割縫向上溢出,積聚在鑄坯上表端部形成的。
鋼板在精軋機軋制過程中會出現板頭、板尾撞擊側導板的現象,火星四射,部分飛濺物散落到鋼板上。主要是精軋板的蛇行彎曲、鋼板與精軋輥中心線偏離、精軋機組穿輥、軋制、離輥控制不良,引起鋼板頭尾部側邊撞擊精軋機組側導板,撞擊飛濺物在后續機架壓入鋼板表面形成結疤。